Dobór odpowiedniej dyszy do pistoletu lakierniczego czy agregatu malarskiego to często niedoceniany, a zarazem kluczowy element, który decyduje o sukcesie całego projektu malarskiego. Właściwy rozmiar dyszy gwarantuje nie tylko estetyczny i trwały efekt końcowy, ale także pozwala uniknąć frustrujących problemów, takich jak nieestetyczne zacieki, nierównomierne krycie czy niechciany efekt "skórki pomarańczy". Jako Mikołaj Marciniak, z mojego doświadczenia wiem, że to właśnie tutaj leży sekret profesjonalnego wykończenia.
Wybór dyszy do malowania klucz do perfekcyjnego efektu i uniknięcia błędów
- Rozmiar dyszy zależy przede wszystkim od lepkości materiału: gęste podkłady wymagają większych otworów (1.7-2.2 mm), rzadsze bazy (1.2-1.4 mm) i lakiery bezbarwne (1.3-1.4 mm) mniejszych.
- Technologia pistoletu (HVLP, LVLP) wpływa na dobór dyszy i efektywność transferu materiału.
- W agregatach malarskich dysze są oznaczane trzycyfrowo, gdzie pierwsza cyfra określa szerokość strumienia, a dwie ostatnie średnicę otworu.
- Niewłaściwy dobór dyszy prowadzi do problemów takich jak zacieki, "skórka pomarańczy", plucie farbą czy nierówne krycie.
- Zawsze wykonaj próbny natrysk i przestrzegaj zaleceń producentów farb i sprzętu.
Jak niewłaściwa dysza sabotuje Twoją pracę: od zacieków po "skórkę pomarańczy"
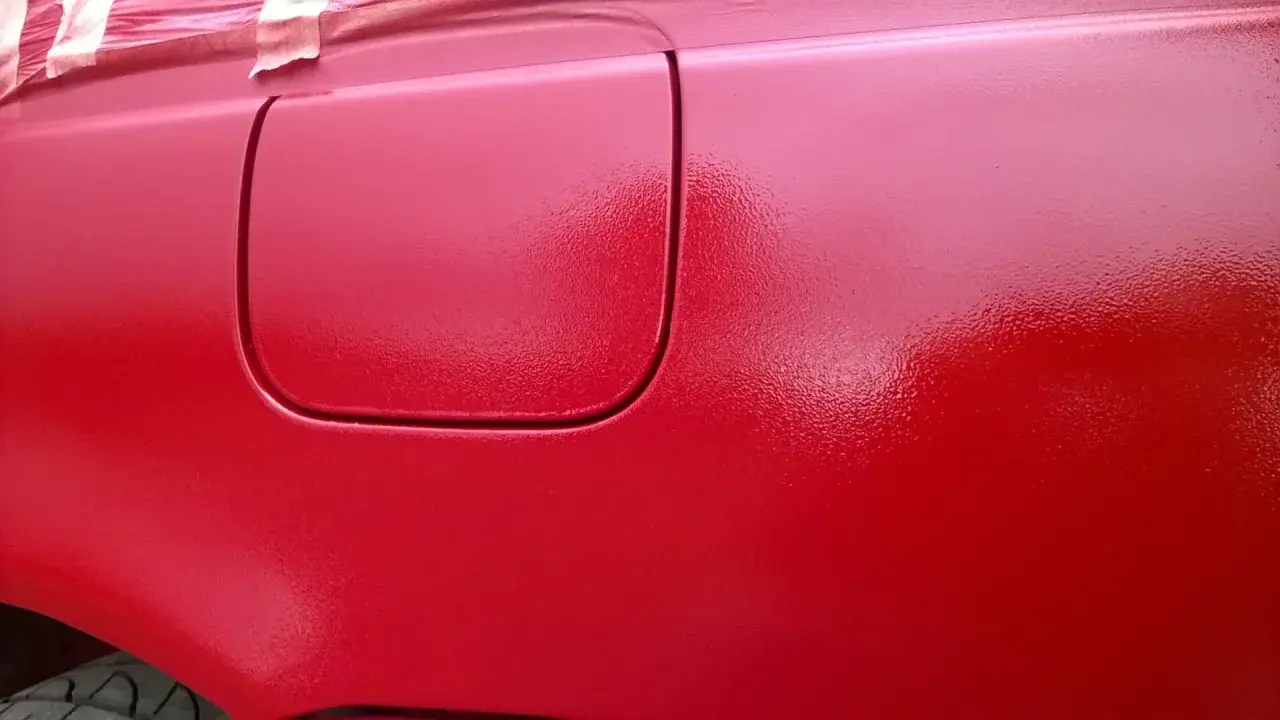
Z mojego doświadczenia wiem, że nic tak nie psuje efektu końcowego, jak niewłaściwie dobrana dysza. To ona często stoi za takimi problemami jak nieestetyczne zacieki, które pojawiają się, gdy materiał jest aplikowany zbyt obficie. Z drugiej strony, zbyt mała dysza do gęstej farby może objawiać się efektem "skórki pomarańczowej", czyli nierówną, grudkowatą powierzchnią, a także irytującym "pluciem" materiałem przez pistolet. Nierówne krycie, nadmierne pylenie i w konsekwencji większe zużycie materiału to kolejne sygnały, że coś jest nie tak z doborem dyszy. To wszystko sprawia, że praca staje się męcząca, a efekt daleki od oczekiwań.
Zrozum trójkąt sukcesu: lepkość farby, ciśnienie i rozmiar dyszy
Aby osiągnąć optymalne rozpylenie i idealną jakość powłoki, musimy zrozumieć wzajemne zależności między trzema kluczowymi czynnikami: lepkością materiału, ciśnieniem roboczym pistoletu i rozmiarem dyszy. To swego rodzaju "trójkąt sukcesu". Jeśli materiał jest gęsty, potrzebujemy większej dyszy i odpowiedniego ciśnienia, aby zapewnić swobodny przepływ i prawidłową atomizację. Z kolei dla rzadszych farb, mniejsza dysza w połączeniu z niższym ciśnieniem pozwoli uniknąć zacieków i nadmiernego zużycia. Zbalansowanie tych trzech elementów jest absolutnie kluczowe dla uzyskania gładkiej, równomiernej powłoki, bez względu na to, czy malujemy elementy karoserii, czy ściany w domu.
Oszczędność materiału i czasu jak odpowiednia dysza wpływa na Twój portfel
Dla mnie, jako profesjonalisty, efektywność to nie tylko jakość, ale i ekonomia. Właściwy dobór dyszy ma bezpośrednie przełożenie na realne oszczędności. Technologie takie jak HVLP (High Volume Low Pressure) czy LVLP (Low Volume Low Pressure), dzięki wysokiej wydajności transferu materiału (nawet do 80%), minimalizują straty farby, co jest szczególnie ważne przy drogich lakierach. Mniejsze pylenie oznacza, że więcej materiału trafia na malowaną powierzchnię, a nie w powietrze. Co więcej, precyzyjna aplikacja redukuje potrzebę poprawek, co z kolei oszczędza mój czas pracy i pozwala na szybsze przejście do kolejnych etapów projektu. To po prostu inwestycja, która się zwraca.
Kluczowe kryteria wyboru dyszy co musisz wiedzieć przed zakupem?
Gęstość ma znaczenie: Jak lepkość farby dyktuje rozmiar otworu
Wybór dyszy zawsze zaczynam od analizy lepkości materiału, który zamierzam aplikować. To podstawowe kryterium, które dyktuje średnicę otworu dyszy. Zasada jest prosta: im gęstszy materiał, tym większa średnica dyszy jest potrzebna. Dlaczego? Gęste farby, takie jak podkłady wypełniające, potrzebują szerszego kanału, aby mogły swobodnie przepływać i być prawidłowo atomizowane, czyli rozbijane na drobne cząsteczki. Zbyt mała dysza do gęstej farby to prosta droga do zatykania pistoletu, nierównego krycia i "plucia" materiałem. Z kolei rzadkie lakiery bazowe czy bezbarwne wymagają mniejszych dysz, aby zapewnić precyzyjne rozpylenie i uniknąć zacieków. Zawsze pamiętam, aby sprawdzić zalecenia producenta farby to najlepszy punkt wyjścia.
Rodzaj pistoletu to nie wszystko: Różnice między technologią HVLP, LVLP i HP
Technologia pistoletu, którą posiadam, ma znaczący wpływ na dobór dyszy i ogólną efektywność pracy. Na rynku dominują różne systemy, a każdy z nich ma swoje specyficzne cechy:
- HP (High Pressure): To starsza technologia, która wykorzystuje wysokie ciśnienie powietrza. Pozwala na szybkie malowanie, ale niestety wiąże się z większymi stratami materiału (niską wydajnością transferu) i znacznym pyleniem.
- HVLP (High Volume Low Pressure): Ta technologia charakteryzuje się dużą objętością powietrza przy niskim ciśnieniu na dyszy. Zapewnia wysoką wydajność transferu materiału (ok. 65-85%), co przekłada się na mniejsze zużycie farby i mniejsze pylenie. Pistolety HVLP wymagają jednak wydajnego kompresora (300-700 l/min). Dobrze radzą sobie z gęstszymi materiałami niż LVLP.
- LVLP (Low Volume Low Pressure): To najbardziej oszczędna technologia, wykorzystująca niską objętość i niskie ciśnienie. Wydajność transferu materiału może sięgać nawet 80%. Pistolety LVLP mogą pracować ze słabszymi kompresorami (120-300 l/min) i są idealne do precyzyjnych prac. Mogą mieć jednak trudności z bardzo gęstymi materiałami.
- LVMP (Low Volume Medium Pressure): To technologia pośrednia, która stanowi dobry kompromis między szybkością pracy, jakością atomizacji a oszczędnością materiału.
Wybierając dyszę, zawsze biorę pod uwagę specyfikę mojego pistoletu, aby maksymalnie wykorzystać jego potencjał i zapewnić optymalne warunki pracy.
| Technologia | Charakterystyka i zastosowanie |
|---|---|
| HP (High Pressure) | Wysokie ciśnienie, szybkie malowanie, ale większe straty materiału i pylenie. |
| HVLP (High Volume Low Pressure) | Duża objętość powietrza, niskie ciśnienie. Wysoka wydajność transferu (65-85%), mniejsze pylenie. Wymaga wydajnego kompresora (300-700 l/min). Dobra do gęstszych materiałów. |
| LVLP (Low Volume Low Pressure) | Niska objętość i niskie ciśnienie. Najbardziej oszczędna (do 80% transferu). Może pracować ze słabszymi kompresorami (120-300 l/min). Idealna do precyzyjnych prac, gorzej z bardzo gęstymi materiałami. |
| LVMP (Low Volume Medium Pressure) | Technologia pośrednia. Dobry kompromis między szybkością, jakością atomizacji a oszczędnością materiału. |
Od detalu po całą karoserię: Dopasowanie szerokości strumienia do malowanej powierzchni
Rozmiar malowanej powierzchni to kolejny czynnik, który kieruje moim wyborem dyszy. Do malowania dużych elementów, takich jak cała karoseria samochodu czy duże panele, zawsze sięgam po dysze, które generują szerszy strumień natrysku. Pozwala to na szybsze i bardziej efektywne pokrycie dużej powierzchni, minimalizując ryzyko powstawania smug czy niedomalowań. Natomiast do precyzyjnych prac, malowania małych detali, zakamarków czy wykonywania poprawek, wybieram dysze z węższym strumieniem. Dzięki temu mam większą kontrolę nad aplikacją materiału i mogę osiągnąć pożądany efekt z chirurgiczną precyzją. To kwestia optymalizacji pracy i dostosowania narzędzia do konkretnego zadania.
Jaka dysza do czego? Praktyczny przewodnik po rozmiarach w lakiernictwie samochodowym
Podkłady bez tajemnic: Jakie dysze (1.7-2.2 mm) zapewnią idealną przyczepność?
W lakiernictwie samochodowym podkłady są fundamentem trwałej powłoki, a ich gęstość wymaga specyficznego podejścia do doboru dyszy. Z mojego doświadczenia wynika, że:
- Do podkładów gruntujących i akrylowych, które są nieco rzadsze, zazwyczaj stosuję dysze o rozmiarach 1.7 mm - 1.8 mm.
- W przypadku podkładów epoksydowych, które są bardziej gęste, optymalne są dysze w zakresie 1.8 mm - 2.0 mm.
- Dla grubowarstwowych podkładów wypełniających, charakteryzujących się największą lepkością, często sięgam po dysze o średnicy 1.8 mm - 2.2 mm. Większy otwór zapewnia swobodny przepływ i pozwala na nałożenie odpowiednio grubej warstwy, która skutecznie wypełni drobne nierówności.
Aplikacja bazy (koloru): Dlaczego dysze 1.2-1.4 mm to najczęstszy wybór?
Lakiery bazowe, czyli te nadające kolor, są zazwyczaj rzadsze od podkładów, co wymaga precyzyjniejszego rozpylenia. Dlatego w tym segmencie najczęściej wybieram dysze w zakresie 1.2 mm - 1.4 mm:
- Dla lakierów bazowych akrylowych, które są stosunkowo rzadkie, zazwyczaj używam dysz 1.2 mm - 1.3 mm. Pozwala to na bardzo drobne rozpylenie i gładkie ułożenie koloru.
- W przypadku lakierów bazowych metalicznych i perłowych, kluczowe jest precyzyjne ułożenie ziaren metalu lub perły, aby uniknąć smug i chmur. Tutaj idealnie sprawdzają się dysze 1.3 mm - 1.4 mm. Ten rozmiar zapewnia optymalną atomizację, która pozwala na równomierne rozłożenie pigmentów.
Perfekcyjna "tafla" na koniec: Rekomendowane dysze (1.3-1.4 mm) do lakieru bezbarwnego
Lakier bezbarwny to warstwa, która nadaje głębię, połysk i ochronę, a jego perfekcyjna aplikacja jest kluczowa dla ostatecznego efektu "tafli". Z moich obserwacji wynika, że:
- Dla większości lakierów bezbarwnych wysokopołyskowych, zarówno dwukomponentowych, jak i innych, uniwersalnym i najczęściej stosowanym rozmiarem dyszy jest 1.3 mm - 1.4 mm. Ten zakres pozwala na uzyskanie idealnie gładkiej, rozlanej powierzchni bez zacieków czy efektu skórki pomarańczowej.
- W przypadku drobnych wykończeń i poprawek, gdzie potrzebna jest jeszcze większa precyzja i mniejsze zużycie materiału, czasem sięgam po dyszę 1.2 mm.
Dysza 1.4 mm jest często uznawana za bardzo uniwersalną, sprawdzającą się zarówno przy lakierach bezbarwnych, jak i niektórych bazowych.
Zadania specjalne: Kiedy sięgnąć po dysze powyżej 2.5 mm do żywic i żelkotów?
Nie wszystkie materiały lakiernicze są tak rzadkie jak lakiery bazowe. W mojej praktyce zdarzają się sytuacje, gdy muszę aplikować znacznie gęstsze substancje, takie jak żywice, żelkoty czy bardzo gęste lakiery przemysłowe. W takich przypadkach standardowe dysze są po prostu za małe. Wtedy sięgam po dysze o znacznie większych średnicach, zaczynając od 2.2 mm, przez 2.5 mm, a nawet większe. Taki rozmiar jest niezbędny, aby zapewnić swobodny przepływ i prawidłową atomizację tych lepkich materiałów, które w przeciwnym razie zapchałyby pistolet lub byłyby aplikowane nierównomiernie. To typowe w branży szkutniczej, przy renowacji laminatów czy w niektórych zastosowaniach przemysłowych.
Nie tylko motoryzacja jak czytać oznaczenia dysz w agregatach malarskich?
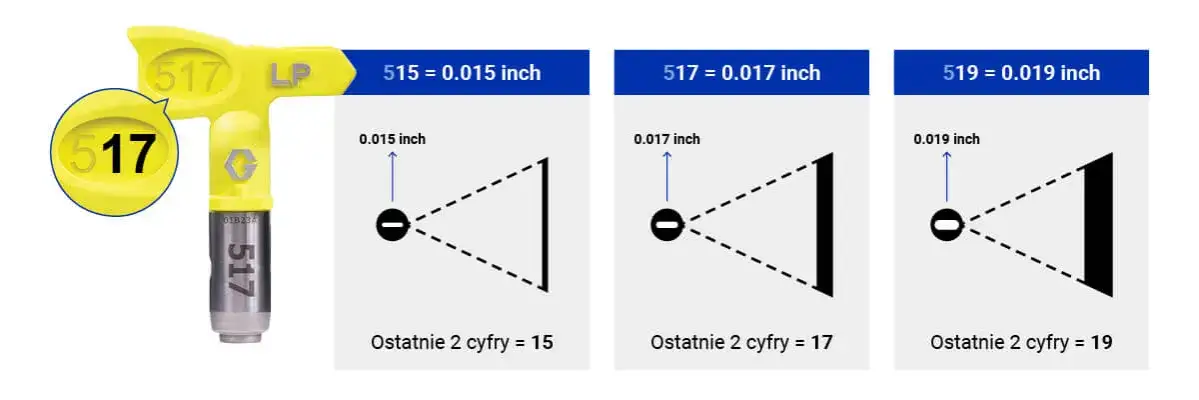
Tajemnica trzech cyfr (np. 517): Co oznacza kąt, a co średnica otworu?
W agregatach hydrodynamicznych (airless), czyli tych do malowania dużych powierzchni, system oznaczeń dysz jest nieco inny niż w pistoletach lakierniczych, ale równie logiczny. Zawsze spotkamy się z trzycyfrowym kodem, na przykład 517. Rozszyfrowanie go jest proste:
- Pierwsza cyfra (np. 5): Pomnożona przez 5, daje nam szerokość pasa natrysku w centymetrach, mierzoną z odległości około 30 cm od malowanej powierzchni. W przypadku 517, 5 x 5 = 25 cm. Oznacza to, że dysza utworzy strumień o szerokości 25 cm.
- Dwie ostatnie cyfry (np. 17): Oznaczają średnicę otworu dyszy, ale wyrażoną w tysięcznych częściach cala. Zatem 17 oznacza, że otwór ma średnicę 0.017 cala.
Rozumiejąc ten system, mogę szybko dobrać dyszę, która zapewni mi odpowiednią szerokość strumienia i wydajność dla danego projektu, na przykład malowania ścian w dużym pomieszczeniu.
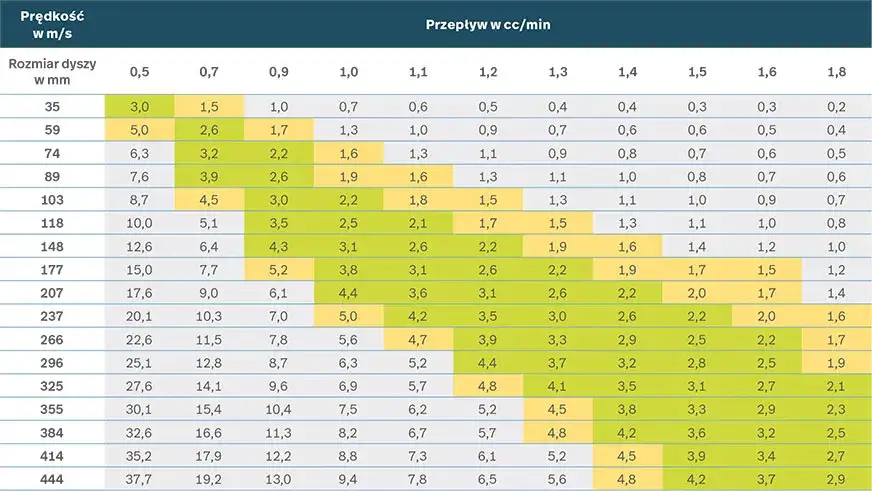
Praktyczna tabela: Jaka dysza do farby lateksowej, akrylowej i emulsji?
Dobór dyszy do agregatu malarskiego dla farb ściennych jest kluczowy dla sprawnego i estetycznego malowania. Poniżej przedstawiam orientacyjne rekomendacje, pamiętając, że zawsze warto sprawdzić kartę techniczną konkretnej farby, gdyż jej lepkość może się różnić.
| Rodzaj farby | Przykładowe rozmiary dysz (np. 517, 415) |
|---|---|
| Farby lateksowe | 517, 519, 617, 619 (dla gęstszych) |
| Farby akrylowe | 415, 417, 515, 517 |
| Emulsje | 413, 415, 513, 515 |
Pamiętaj, że są to wartości orientacyjne. Gęstość farby może się różnić w zależności od producenta i konkretnego produktu, dlatego zawsze wykonuję próbny natrysk, aby upewnić się, że dysza i ciśnienie są odpowiednio dobrane.
Najczęstsze błędy i jak ich unikać poradnik rozwiązywania problemów
Pistolet "pluje" farbą? Sprawdź, czy Twoja dysza nie jest za mała
Jednym z najbardziej frustrujących problemów, z jakimi się spotykam, jest "plucie" farbą przez pistolet, nierówne krycie, a nawet całkowite zatykanie się dyszy. W 90% przypadków winowajcą jest zbyt mała dysza w stosunku do lepkości materiału. Gęsta farba nie jest w stanie swobodnie przepłynąć przez zbyt mały otwór, co prowadzi do nierównomiernego rozpylania, powstawania grudek i ogólnego braku kontroli nad aplikacją. Zawsze, gdy widzę takie objawy, pierwszą rzeczą, którą sprawdzam, jest właśnie rozmiar dyszy i porównuję go z zaleceniami producenta farby.
Walczysz z zaciekami? Prawdopodobnie używasz zbyt dużej dyszy
Zacieki, nadmierne zużycie materiału i efekt "skórki pomarańczowej" to klasyczne objawy, które wskazują na użycie zbyt dużej dyszy do rzadkiej farby. Kiedy otwór dyszy jest za duży, pistolet aplikuje zbyt dużo materiału na raz, co sprawia, że farba nie ma szansy równomiernie się rozłożyć i po prostu spływa, tworząc zacieki. Dodatkowo, zbyt duża dysza może prowadzić do nadmiernego pylenia i marnowania materiału. W takiej sytuacji zawsze zalecam zmniejszenie rozmiaru dyszy, aby uzyskać drobniejsze rozpylenie i lepszą kontrolę nad grubością warstwy.
Zanim zniszczysz element: Dlaczego próbny natrysk jest obowiązkowy?
To jest zasada, której nigdy nie łamię: zawsze wykonuję próbny natrysk. Zanim przystąpię do malowania właściwej powierzchni, czy to elementu karoserii, czy ściany, zawsze testuję ustawienia pistoletu i dyszy na elemencie testowym kawałku kartonu, starej desce czy niewidocznym fragmencie. Pozwala mi to na weryfikację wzoru natrysku, sprawdzenie, czy nie ma zacieków ani efektu skórki pomarańczowej, oraz dostosowanie ciśnienia i ilości podawanego materiału. Ten prosty krok pozwala uniknąć kosztownych błędów i konieczności poprawek, które zabierają czas i pieniądze. To absolutna podstawa profesjonalnego malowania.
Konserwacja i czyszczenie jak przedłużyć życie dyszy i zapewnić stałą jakość pracy?
Prawidłowe czyszczenie krok po kroku narzędzia, których musisz używać
Prawidłowe czyszczenie dyszy po każdym użyciu to absolutna podstawa, jeśli chcemy, aby służyła nam długo i zapewniała stałą jakość pracy. Oto jak ja to robię:
- Opróżnij pistolet/agregat: Po zakończeniu pracy zawsze opróżniam zbiornik pistoletu lub układ agregatu z resztek farby.
- Przepłucz układ: Następnie przepłukuję pistolet/agregat odpowiednim rozpuszczalnikiem (np. rozcieńczalnikiem do farb, wodą, jeśli farba jest wodorozcieńczalna) aż do momentu, gdy z dyszy wypływa czysty płyn.
- Demontaż dyszy i iglicy: Ostrożnie demontuję dyszę i iglicę z pistoletu. W przypadku agregatów, wyjmuję dyszę i uszczelkę.
- Czyszczenie manualne: Używam specjalnych szczoteczek do czyszczenia dysz i iglic, które są dostępne w zestawach do konserwacji pistoletów. Delikatnie usuwam wszelkie zaschnięte resztki farby z otworu dyszy i z iglicy. Do dysz agregatowych używam specjalnych igieł do udrażniania.
- Kąpiel w rozpuszczalniku: Jeśli farba jest szczególnie uporczywa, zanurzam dyszę i iglicę w pojemniku z odpowiednim rozpuszczalnikiem na kilka minut.
- Ostateczne płukanie i suszenie: Po wyczyszczeniu płuczę wszystkie elementy czystym rozpuszczalnikiem lub wodą, a następnie dokładnie osuszam sprężonym powietrzem lub czystą szmatką.
- Przechowywanie: Czyste i suche dysze przechowuję w specjalnych pojemnikach lub organizerach, aby zapobiec ich uszkodzeniu.
Przeczytaj również: Czy Hammerite pistoletem? Tak! Pełny poradnik dla perfekcji
Kiedy dysza nadaje się do wymiany? Oznaki zużycia, których nie można ignorować
Dysze to elementy eksploatacyjne i z czasem ulegają zużyciu. Ignorowanie oznak zużycia może prowadzić do spadku jakości malowania i niepotrzebnych frustracji. Oto kluczowe sygnały, które wskazują, że nadszedł czas na wymianę dyszy:
- Zniekształcony strumień natrysku: Jeśli strumień farby nie jest już równomierny, ma nieregularny kształt, jest "rozjechany" lub tworzy smugi, to znak, że otwór dyszy uległ erozji.
- Spadek wydajności: Mimo prawidłowego ciśnienia i ustawień, pistolet/agregat aplikuje mniej materiału niż zwykle lub wymaga wyższego ciśnienia do osiągnięcia tego samego efektu.
- Nierównomierne krycie: Nawet przy starannej aplikacji, farba nie kryje równomiernie, pojawiają się jaśniejsze lub ciemniejsze miejsca.
- Trudności w uzyskaniu pożądanego efektu: Jeśli masz problem z uzyskaniem gładkiej powierzchni, bez zacieków czy skórki pomarańczowej, mimo prawidłowego doboru farby i ciśnienia, dysza może być zużyta.
- Zwiększone pylenie: Zużyta dysza może powodować większe pylenie, co oznacza mniejszą wydajność transferu i większe zużycie materiału.
- Widoczne uszkodzenia: Pęknięcia, zarysowania lub widoczne powiększenie otworu dyszy to oczywiste sygnały do jej wymiany.
Regularna kontrola i wymiana zużytych dysz to inwestycja w jakość i efektywność mojej pracy.